 English
English Polski
Polski Spanish
Spanish Deutsch
DeutschRecent works



















Below we present information thanks to which every designer with basic knowledge of CAD design will be able to correctly design a part himself on the basis of which it will then be possible to make an injection mould. Good CAD design saves a lot of time and significantly reduces unnecessary misunderstandings. The design guide is divided by section. Each of them is very important. While creating the guide we tried to briefly describe the most important aspects of parts design.
Enjoy your lecture!

The thickness of the moulded part wall depends on:
All these factors make it impossible to give a universal formula for calculating the wall thickness. The average wall thickness of injection mouldings is 0.7-2.5 mm. These restrictions are mostly due to technological considerations.
Important:
The general rule is to keep the wall thickness of the moulded part as uniform as possible in order to avoid shrinkage cavities, collapses and internal stresses. This applies in particular to semi-crystalline plastics (POM, PP, PE, etc.).
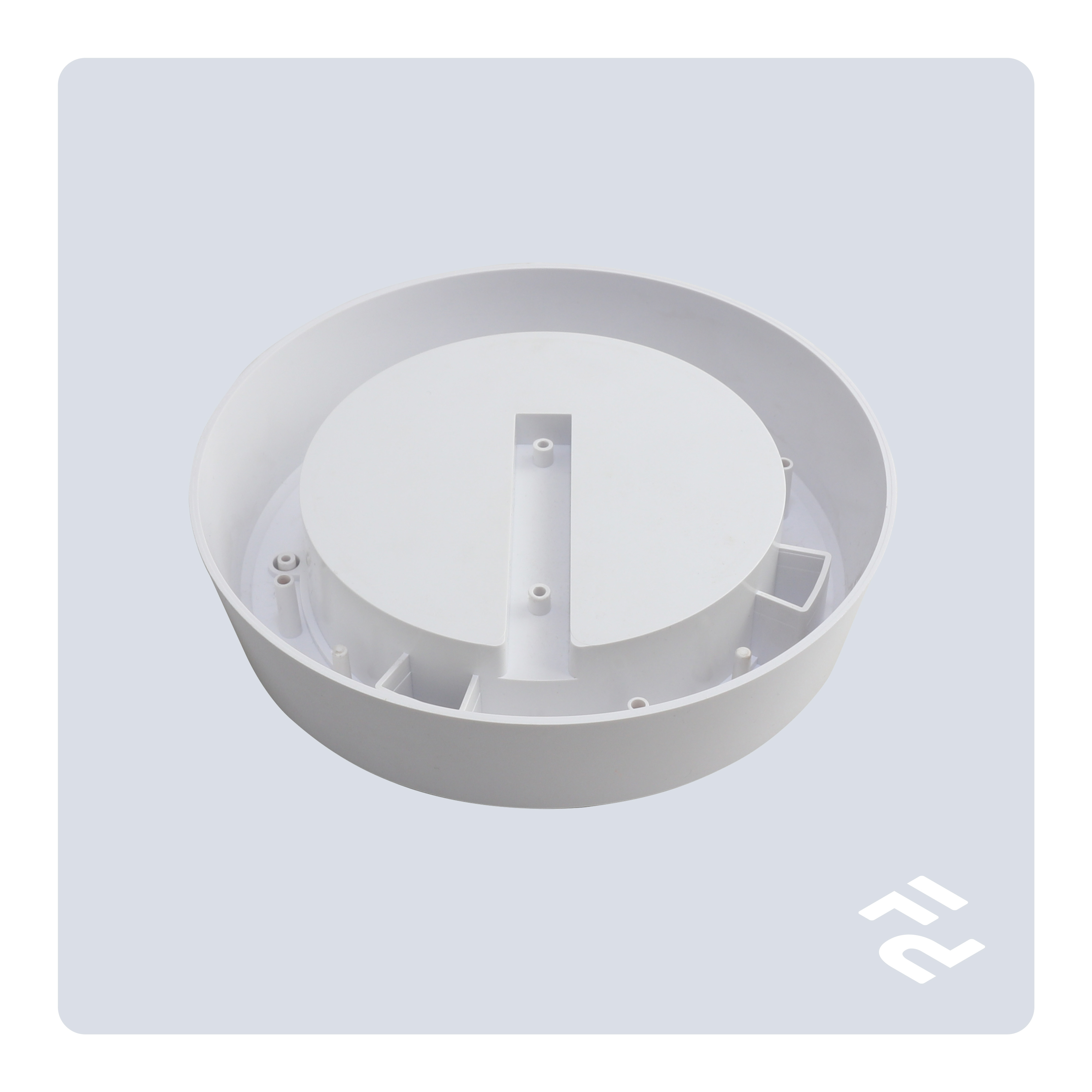
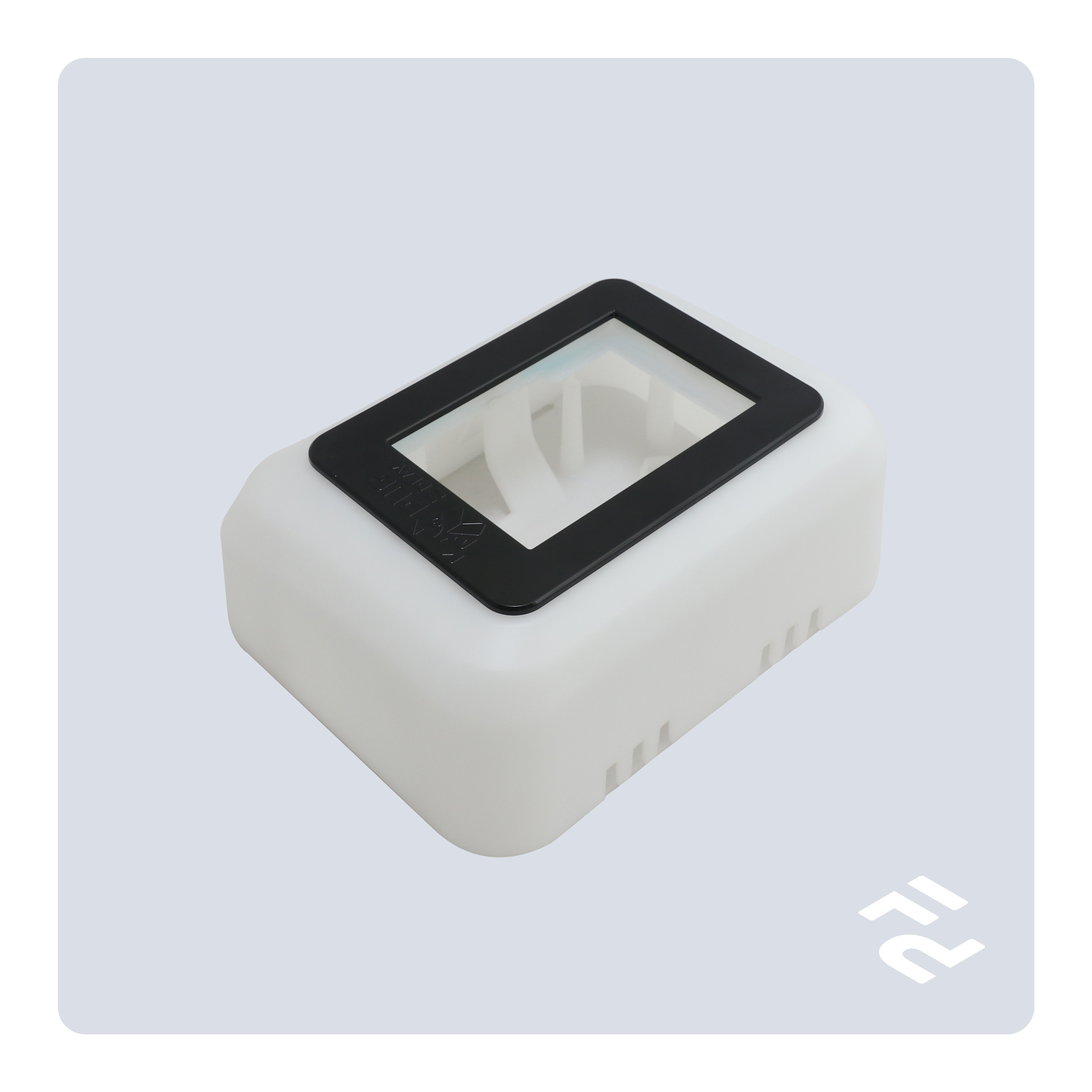
In most cases, to remove the moulding from the mould it is necessary to incline the side walls in the direction of removal of the matrix, patrix, and the possible forming segments. Thanks to this inclination, even after a slight shift of the moulded part in relation to the forming element, play appears between them and eliminates the risk of seizure, distortion or damage to the moulded part.
The pictures below show two ways to produce a mould. The left side is made correctly, with perfectly visible inclinations, and the right side is without inclinations, which often makes it practically impossible to remove the moulded part from it.


Picture on the left - the moulded part is quickly and easily removed from the mould.
Picture on the right - without inclination, the moulded part gets stuck in the mould, making it impossible to remove it from the mould, destroying the surface of the moulded part, and highly increasing the risk of its deformation.
Important:
The amount of inclination depends on the smoothness of the moulding surface. For light matt surfaces (Ra = 0.8 μm), the smallest angle of inclination of the side wall is 2°. For medium rough surface (Ra = 1.25 μm) the inclination is 3°30'. For heavily matt surfaces (Ra = 2.5 μm), the inclination must not be less than 5°.
We recommend using as much inclination as possible in order to avoid potential problems with the removal of moulded parts and surface quality..
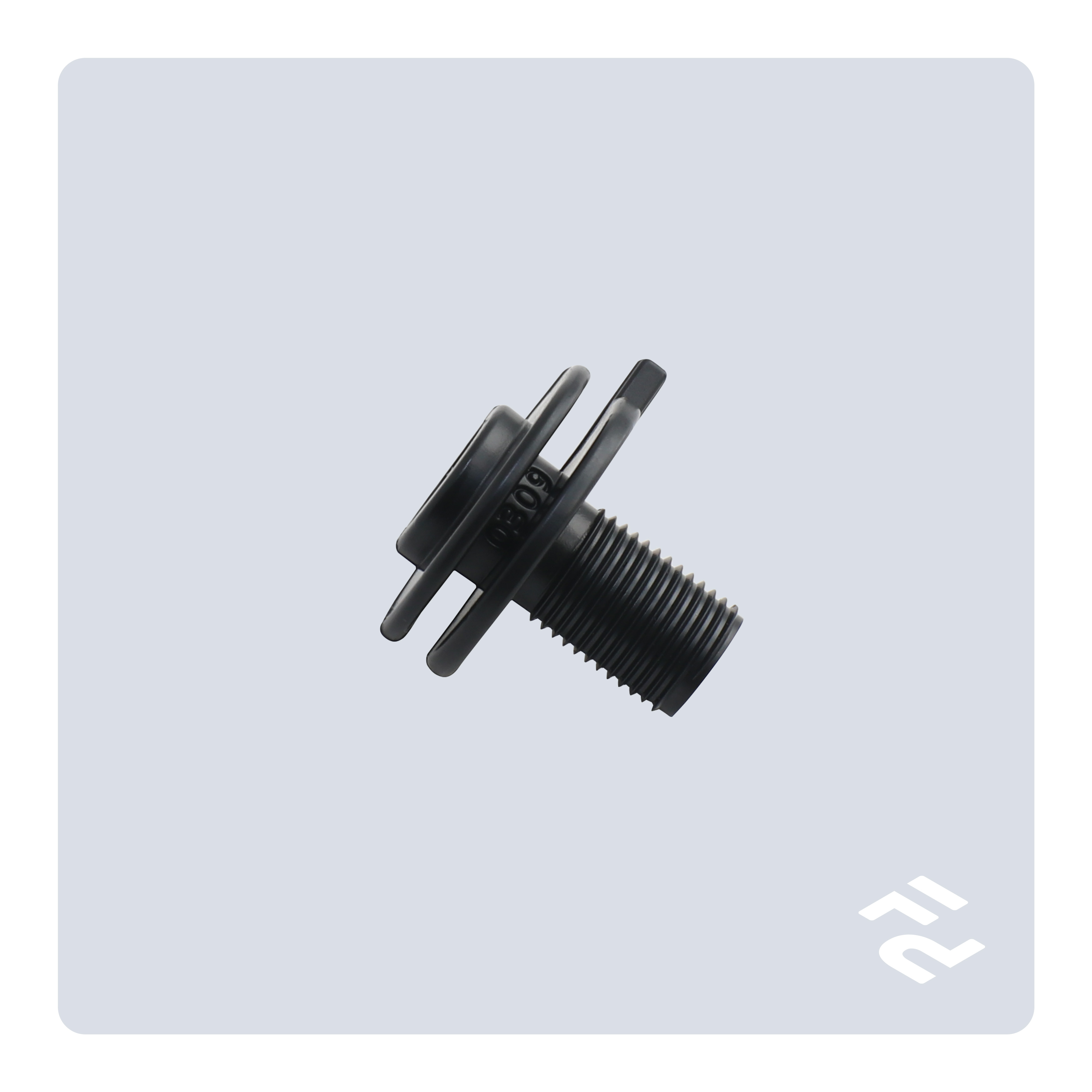
When designing parts, we strongly recommend avoiding undercuts, protrusions and side openings, as they require more complex moulds with moving segments or removable moulds. Undercuts are often problematic for technological reasons, as they prolong the injection time and the entire mould making process. It is often necessary to make undercuts only after the creation of the element. This practice is completely normal and widely used, especially in smaller series (< 10000 pieces/mo,th).


Ribs are a very good way to stiffen and strengthen the walls of moulded pieces. They are usually used in housings for electronics, containers of larger dimensions, etc. It is worth noting that it is only when the ribs height is 5 times their thickness that the stiffness of the element increases significantly. The thickness of the ribs must not exceed 1.3 times the wall thickness, otherwise surface defects in the form of shrinkage (so-called collapses) will occur.
Important:
For a rib thickness equal to the wall thickness, the mentioned stresses and warping do not occur. We recommend designing ribs with a thickness not exceeding the wall thickness of the workpiece.

